
La estanqueidad de la soldadura de materiales termoplásticos es esencial. Satisfacer la necesidad de validación de las soldaduras requiere herramientas adecuadas: como es lógico esperar, estas forman parte de la oferta de Leister.
Autor: Alberto Pecchio, Especialista en Marketing, Leister Italia
La estanqueidad de la soldadura de materiales termoplásticos es fundamental, especialmente cuando se trata de impermeabilizar sitios de disposición de residuos u obras de ingeniería civil, como represas, reservorios o túneles. Para este tipo de construcción, un trabajo solo puede considerarse definitivamente concluido cuando también es posible realizar una verificación precisa de la calidad de las soldaduras según parámetros bien definidos. Satisfacer la necesidad de validación de las soldaduras requiere herramientas adecuadas: como es lógico esperar, estas forman parte de la oferta de Leister, una multinacional suiza líder en soluciones para soldadura de plásticos.

La experiencia de Leister en este segmento es una excelente precondición para el diseño cuidadoso de sistemas adecuados para evaluar la calidad de las soldaduras. Conversamos sobre estos sistemas con Klaid Mastora, especialista técnico de Leister en mantenimiento de máquinas y control de calidad.
¿Qué tipos de soldaduras se prueban?
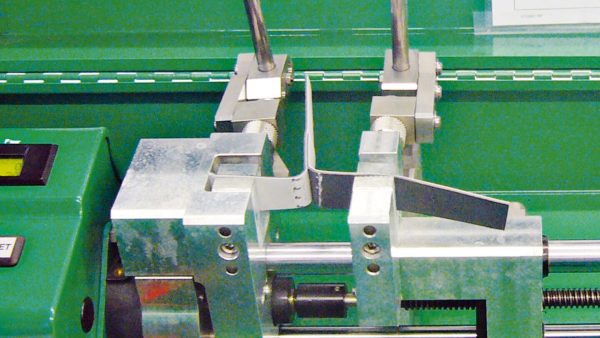
Para un trabajo de calidad, es esencial verificar con frecuencia la calidad de las soldaduras realizadas. Las verificaciones y documentaciones de soldadura se vuelven la norma al trabajar en lugares como rellenos sanitarios donde la calidad debe estar en su nivel más alto. Errores en la fase de impermeabilización podrían, de hecho, poner en riesgo el nivel freático, con posibles consecuencias negativas para la salud pública. Dependiendo del tipo de trabajo, el cliente puede ser más o menos exigente, y el impermeabilizador debe estar preparado para verificar y documentar la calidad de su trabajo. Todas las soldaduras pueden ser probadas, tanto las realizadas con máquinas automáticas, como nuestra versión GEOSTAR G5 o G7, versión TWINNY T5 o T7 o COMET, como aquellas realizadas usando extrusoras. La primera fase de la prueba es realizar una soldadura de prueba en los materiales que luego serán soldados. Es necesario preparar piezas de prueba, y la herramienta perfecta para esta operación es el COUPON CUTTER, la máquina de troquelado mecánico de Leister, que, gracias también a la palanca ergonómica larga, permite obtener fácilmente muestras de soldadura conforme a las reglamentaciones DVS (directrices sobre procesamiento de materiales plásticos, nota del editor). Una vez obtenida la muestra, puede someterse a la prueba de resistencia a la tracción.
¿Cómo se mide la resistencia a la tracción?
Es simple, con el EXAMO USB. Este dispositivo consiste básicamente en una unidad de control y medición, mordazas de fijación del cupón de prueba y un mecanismo de movimiento de la mordaza. Se debe definir una velocidad de prueba, por ejemplo, la velocidad con la que las mordazas se separan, haciendo que la muestra de prueba sea sometida a esfuerzo por elongación progresiva. Al final de la prueba, de tipo destructivo, a través de la pantalla digital, es posible visualizar la carga máxima (F pico) y la carga de rotura (F rotura) medidas junto con los valores de elongación correspondientes.
Los valores de fuerza de rotura deben mantenerse dentro de un límite mínimo preciso establecido de acuerdo con los materiales y el uso previsto de la soldadura. La apariencia de lo que queda de la muestra después de la rotura también proporciona al técnico especializado información útil sobre la calidad de la soldadura. Compacto y liviano, el Examo es un pequeño laboratorio portátil creado para ser usado fácilmente en el lugar.
¿Qué otros métodos pueden usarse para evaluar la calidad de una soldadura?
Pruebas muy comunes se realizan directamente en el lugar y se basan en la medición de la presión de aire dentro de las membranas soldadas. El ejemplo más típico aprovecha la conformación especial de las llamadas soldaduras de doble pista, soldaduras cerradas que crean un canal de prueba en el que se puede inyectar aire.

Un manómetro de aire comprimido y una AGUJA DE PRUEBA se usan para probar la estanqueidad de la soldadura. La aguja se inserta en la soldadura donde se insufla aire hasta alcanzar cierta presión, medida con el manómetro. Luego, la tendencia de la presión se monitorea a intervalos específicos; la prueba se aprueba si la caída de presión se mantiene dentro de un rango considerado aceptable. La aguja con manómetro está disponible en dos modelos diferentes según la dureza del material a evaluar, y un simple sistema de protección evita cualquier riesgo para el operador.
¿Cómo localizar con precisión fugas en las soldaduras?
Para este requisito, Leister ofrece un sistema compuesto por una BOMBA DE VACÍO y campanas que pueden tener distintas formas (cuadrada = CAMPANA DE VACÍO o rectangular = CAJA DE VACÍO). La soldadura a verificar se pulveriza previamente con una solución de agua con jabón. Gracias al vacío creado por la bomba dentro de la campana, se genera un flujo de aire que evidencia inmediatamente cualquier fuga. Si el problema no es muy extenso, el área puede repararse fácilmente – por ejemplo, con una nueva soldadura por extrusión – sin necesidad de rehacer toda la soldadura.
¿Las pruebas realizadas con estos métodos son confiables?
Absolutamente sí. La verificación preventiva en la muestra inicial, realizada con el EXAMO, y las pruebas posteriores con la AGUJA DE PRUEBA y el sistema de vacío permiten ajustar correctamente los parámetros para todo el proceso de soldadura. Además, las máquinas de soldadura más modernas de Leister, como la versión GEOSTAR G5 o G7, versión TWINNY T5 o T7, están equipadas con el LQS (Sistema de Calidad Leister), un sistema con GPS que les permite registrar constantemente todos los parámetros de soldadura junto con la geolocalización de la máquina.
¿Le gustó? Póngase en contacto con nosotros para más detalles.





